・自作乾燥ブースの性能を実測データで評価
・乾燥に有効な温度帯と温度上昇時間を測定
・自然対流による空気の流れを検証
・扉の開閉が乾燥性能に与える影響も確認
はじめに
この記事では、製作編 で自作したプラモデル用乾燥ブースについて、構造の考え方と、実測データに基づく性能評価をまとめています。
- 乾燥温度の目安
- 必要な換気量
- ブース内部の対流の成立条件
など、乾燥ブースを設計・評価するうえで押さえておきたいポイントを整理した上で、実際に製作したブースがどのような挙動を示したのかを確認していきます。
評価はすべて実測をベースに行い、温度の立ち上がり、温度分布、扉開閉の影響などを順に見ていきます。
プラモデル用乾燥ブースに求められる性能
まずは「模型用の乾燥ブースにはどのような性能が求められるのか」を一般論として整理しておきます。
乾燥に有効な温度
温度が高いほど乾燥が早そう、というイメージがありますが、温度別にどういう効果があるのかをまとめました。
| 温度 | 乾燥スピード | 仕上がり品質 |
|---|---|---|
| 25℃ | 緩やか | 極めて良好 |
| 30℃ | やや速い | 非常に良好 |
| 35℃ | 安定して速い | 良好 |
| 40℃ | 速い | 標準 |
| 45℃ | 非常に速い | 低下傾向 |
| 50℃ | 過度に速い | 明確に低下 |
25℃以下は、乾燥ブースとしての効果が期待しにくい水準です。
一方、45℃以上は仕上がり品質の低下が懸念され、50℃となるとゆず肌や艶落ちの発生、パーツの変形リスクまで生じてきます。
適切な温度目標としては、乾燥効率重視なら40℃、ツヤ系塗装の乾燥なら35℃、となります。
換気量
乾燥ブースというと「密閉して温める」というイメージですが、温めるだけでは不十分で、揮発した溶剤を外へ逃がすために最低限の換気も必要です。
換気が無いと溶剤が滞留し、乾燥が進みにくくなります。
ただし、必要な換気量は多くありません。
溶剤が滞留しない程度のゆっくりした空気の入れ替えがあれば十分で、温度差による自然対流程度でこの条件は満たせます。
換気量を増やせばもっと早く乾燥しそうな気もしますが、実際にはあまり効果はありません。
むしろ温度低下やホコリ侵入のリスクが増えるだけだったりします。
設計思想:対流を前提とした構造設計
今回の自作乾燥ブースは「ファンを使わずにブース全体の対流を成立させる」ことを目指しています。
そのため、ヒーターと給排気口の位置関係がとても重要になります。
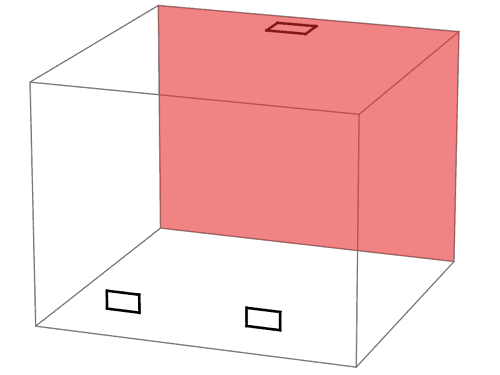
赤で示した背面部がヒーター、太線で示した正面扉下部の2つが給気口、天面が排気口です。
ヒーターが床面ではなく背面に、しかも垂直に設置してあるのが特徴です。
次は乾燥ブース内の空気の流れを一つづつ見ていきましょう。
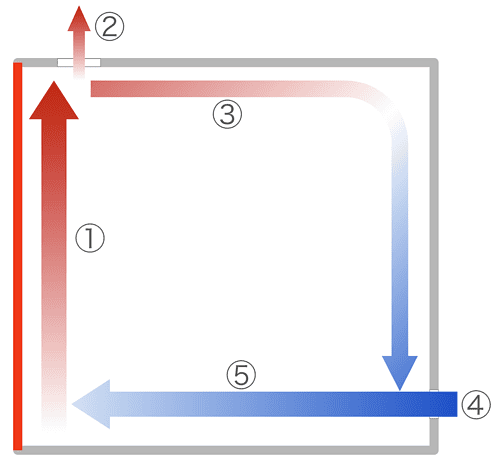
① 背面のヒーターで加熱された空気が自然に上昇し、ブース上部へ向かいます
② 上昇流の一部はそのまま排気口から抜けます これによってブース内圧が外気よりわずかに低くなります
③ ②で排気されなかった空気は天面を伝って前面側へ拡散、前面扉に沿ってゆっくり下降して給気口付近まで到達します
④ ②でブース内が外気より低圧になったことにより、ブース外の空気が給気口から吸い込まれます
⑤ 給気口から吸い込まれた空気と③の流れが合流、床面に沿って背面へ向かい、①に戻ります
要約すると、
背面で加熱 → 上昇 → 天面 → 前面 → 下降 → 吸気口付近で合流 → 背面へ
という、弱いながらも閉じた循環経路が成立しています。
その結果として、ブース全体がムラなく、素早く温まる、という効果が得られています。
自作乾燥ブースの性能評価
ここからは自作乾燥ブースの実測データを元にした性能評価を進めていきます。
乾燥ブースの温度上昇にかかる時間
まず確認したのは、電源を入れてから実用的な温度になるまでの所要時間です。
乾燥ブース中央部(床面からの高さ約14cmの位置)で測定しています。
| 温度 | 所要時間 | 補足 |
|---|---|---|
| 30℃ | 7分 | |
| 35℃ | 13分 | |
| 40℃ | 38分 | |
| 45℃ | 到達せず | 最高温度:43.3℃(1時間38分) |
乾燥促進効果が出始める30℃には7分、実効性が高まる35℃にも13分と、短時間で実用的な温度に到達することを確認できました。
35℃以降の温度上昇は緩やかになりますが、35℃到達の時点で乾燥促進は充分に機能しているので実使用上の問題はないと考えています。
ブース内の温度分布
次はブース内部の温度分布です。
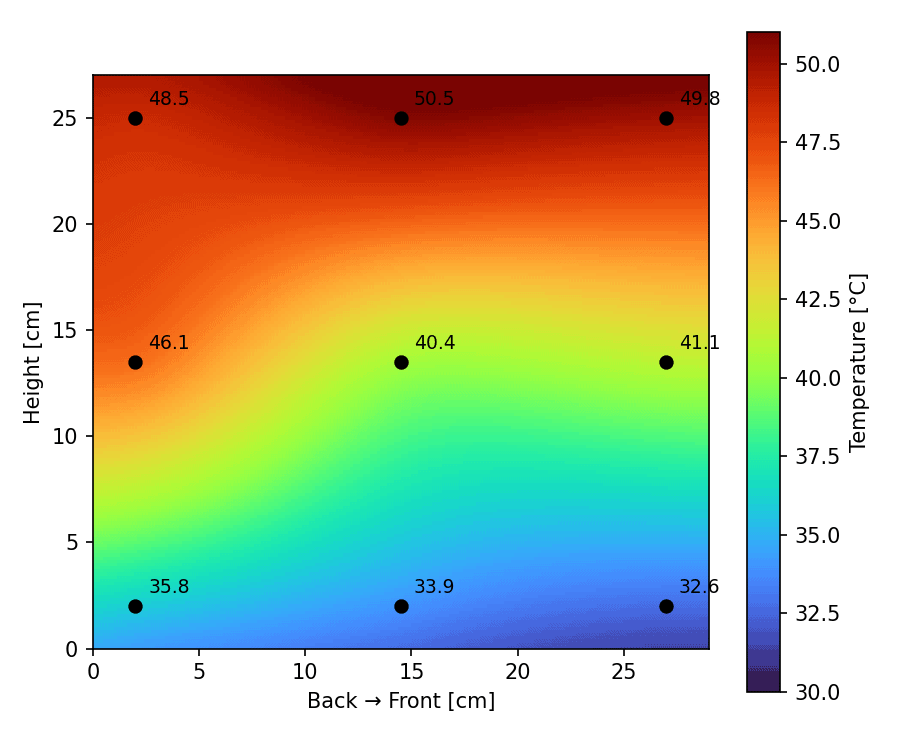
下の画像上の赤丸(計13個所)で測定したデータを基準に、測定ポイント間の温度分布をAIに推定させ、ヒートマップ化してみました。
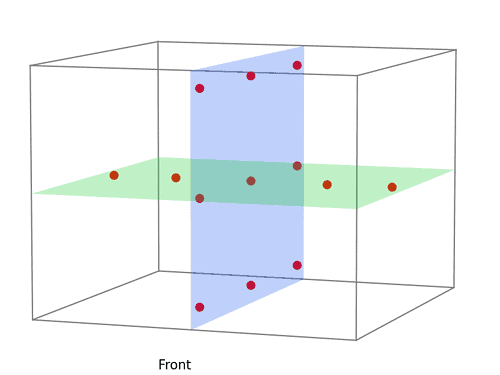
垂直方向(青の断面)
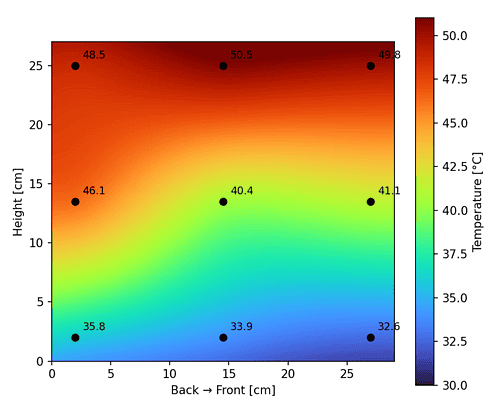
上部ほど温度が高く、下部や前面側はやや低めになる傾向が見られます。
一番使いやすい中央部は40℃前後と理想的な温度です。
最も温度の低い下部前面でも乾燥促進効果が期待できる30℃は超えています。
注意すべきは背面側と上部です。
上部は50℃前後、背面も中部より上は45℃を超えているので、上部と背面からは少し距離を取ってパーツを配置したほうが良さそうです。
水平方向(緑の断面)
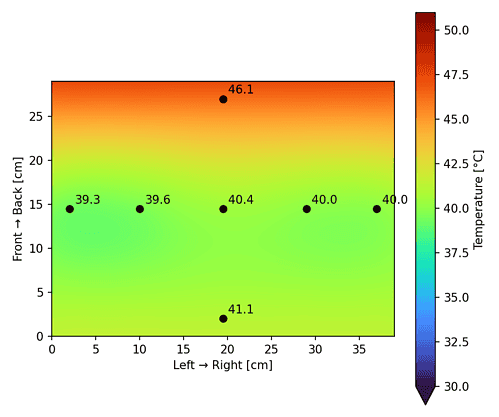
背面のヒーター直前はやや高めですが、ほぼ全体的に40℃前後とかなり良好な温度分布となっています。
パーツ乾燥の実態を考えると、この断面付近にパーツを置くことが最も多いと考えられます。
ここの温度ムラが少ないことは仕上がり品質の安定にもつながりますので、かなり良好な結果と言えます。
ブース内気流の可視化と、温度分布の時間変化
ブース内の気流と、温度分布の時間変化の動画(58秒、BGMナシ)も用意してみました。
前扉 開閉の影響
作業中に前扉を開けた場合の影響を確認しました。
初期温度-0.5℃まで戻るのにかかった時間 = 回復時間 としています。
| 扉開放時間 | 初期温度 | 最低温度 | 温度低下量 | 回復時間 |
|---|---|---|---|---|
| 30秒 | 42.7℃ | 33.5℃ | 9.2℃ | 10分 |
| 60秒 | 42.7℃ | 29.2℃ | 13.5℃ | 13分 |
扉を開けた直後は一時的に温度が下がるものの、思ったより短時間で元の温度に戻ることが分かりました。
出来るだけ開閉時間を短くすれば、乾燥時間への影響はかなり抑えられると思います。
まとめ
今回の評価結果では、設計時に期待したとおりの温度推移と対流挙動を示していることが確認できました。
30〜35℃には短時間で到達し、乾燥促進効果は早い段階から得られます。
40℃までの上昇は緩やかですが、実使用上はこの挙動が問題になる場面は少なく、塗膜への負担を抑えた安定した乾燥が期待できます。
背面ヒーターと給排気口の配置によって、ブース内には弱いながらも閉じた循環経路が成立し、温度ムラの少ない乾燥環境が形成されています。
自分も作ってみよう、という方は 製作編 もどうぞ!